智能视觉检测
智能视觉检测解决方案的核心在于其强大的人工智能技术。通过深度学习算法和计算机视觉技术,智能视觉检测系统能够实现对目标物体的精准识别、定位和测量
行业痛点
PAIN POINT

定制化高、标准化不足
不同行业(如电子、纺织、汽车)的产品缺陷类型、工艺标准差异显著,需深度适配客户需求,导致方案难以标准化,研发周期长(通常需数月甚至半年),且存在交付失败风险
数据缺陷
工业场景正常样本远多于缺陷样本,且缺陷形态多变(如划痕、气泡、微裂纹),难以获取充足且多样化的训练数据。微小缺陷需专业标注,人力成本高昂,且标注主观性影响模型泛化能力
算法稳定性不足
传统算法对光照变化、遮挡敏感,易受环境干扰(如反光、阴影)导致检测波动。深度学习模型在复杂缺陷(如柔性材料褶皱、透明物体内部瑕疵)识别精度不足,且模型迭代需持续标注新数据
硬件性能制约
高精度相机/镜头成本高,高速检测需匹配高帧率硬件,但功耗与体积限制部署灵活性。光源稳定性(如LED光衰)直接影响成像质量,需频繁校准
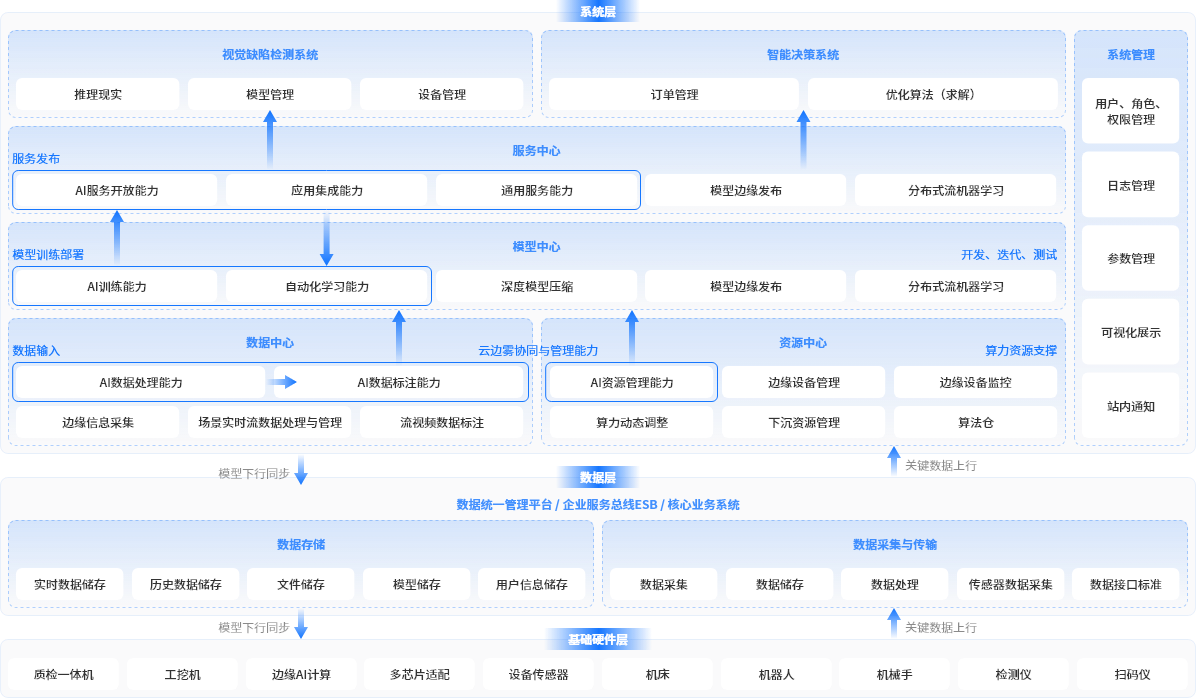
解决方案架构
SOLUTION ARCHITECTURE
方案优势
ADVANTAGE
高度自动化与智能化
智能视觉检测系统能够自动分析图像数据,提取关键信息,并做出智能决策。无需人工干预,即可实现对生产线上产品的实时检测与质量控制
高精度与高稳定性
借助先进的图像处理算法和深度学习模型,智能视觉检测系统能够实现对目标物体的高精度识别与测量,同时保持高度的稳定性,确保检测结果的准确性和可靠性
灵活性与可扩展性
智能视觉检测系统可以根据不同的检测需求和应用场景进行灵活调整和优化。同时,通过添加新的算法和模型,可以不断扩展系统的功能和应用范围
应用场景
CONTEXT OF USE

生产线产品检测
智能视觉检测系统可以应用于生产线上的产品检测,包括外观缺陷检测、尺寸测量、颜色识别等。通过实时监测产品状态,及时发现并处理不合格产品,提高生产效率和产品质量

智能分拣与定位
在仓储和物流领域,智能视觉检测系统可以实现智能分拣与定位。通过识别物品的形状、大小、颜色等特征,自动将物品分类并放置到指定位置,提高物流效率和准确性

安全监控与预警
智能视觉检测系统还可以应用于安全监控领域。通过对监控视频进行实时分析,可以检测异常行为、识别入侵者等,为企业的安全提供有力保障